New article available through EXARC. See the link below for the full article
It is accepted knowledge that when re-melting alloys, some of the metal with a lower melting temperature is lost through oxidation, and more metal must be added in order to maintain the desired alloy proportions. In order to understand the changes in alloy content when recycling using Bronze Age technology, experiments were undertaken by the author and others, using a charcoal furnace. These experiments included recycling bronze to quantify the loss of tin, and how alloys were affected by co-melting metals. The results were then compared to modern metallurgical practices using electric and gas furnaces. The initial results were presented at the Historical Metallurgy Society’s Research in Progress Conference in November of 2009. However, this paper includes further experiments that build on the earlier work. The conclusions indicate that knowledge of earlier practices was lost with the advance of technology, and that broad assumptions cannot be made about earlier technological practice based on work done with modern equipment.
On November 1-3, 2017 I was in Macomb, Illinois leading a bronze casting workshop at Western Illinois University. This was the first event of its kind for the University and few people there knew what to expect. While the archaeology program provides for a certain amount of flintknapping and some pottery done by students, there was no available program for the introduction of the method and theory behind experimental archaeology.
Professor Andrea Alveshere, a colleague of mine from the University of Minnesota and I discussed the possibility of my coming to give a short seminar and workshop. There wasn’t much in the way of funds for the project, so I agreed to come as long as my expenses and materials were covered. It was a program that both she and I very much wanted to introduce to the university.
I had a long train ride from St Paul to central Illinois, but enjoyed seeing the landscape. I arrived fairly late that evening and was taken to cabins on rural property now owned by the university. The land and cabins had been bequeathed to the university and they are a great resource. In addition to dorm-like cabins with bunk beds, bathrooms, and limited kitchen facilities, there is a dining hall with a complete kitchen. We made sure that there were supplies for coffee and breakfast and checked out the site where we would build the furnace.
The grounds around the cabin are level and grassy, and there was already a large firepit with picnic benches arranged around it. I met the site manager, and we chose a spot beyond the firepit where we could construct a small pit furnace. She was excited about the project and had no problems with holes being dug. She also liked the idea of the furnace being buried when we were done with it so that it could be excavated later.
We hit the ground running on Thursday. Andrea picked me up and we went to the university where I met students and staff in the art metals department. They were excited about participating in the project and were glad to provide us with supplies. The idea of primitive casting was fascinating to them and they looked forward to the event. I borrowed some tongs and other equipment from them, with more to be delivered the next day. While we spoke, one of the professors who teaches pottery came in. We needed clay, and I had to explain that we wanted his worst stuff, the stuff that’s scraped off tables that’s usually discarded or sent for recycling. He didn’t quite understand why we wanted the useless clay, but he said that we could have as much as we wanted.
After lunch we made a run into town for more supplies. We found bags of sand and proper lumpwood/natural charcoal at the local farm store for a reasonable price. The plan was to cast into cuttlefish bone since two days was not enough time to make moulds for lost wax casting. Andrea had ordered cuttlefish bone from a wholesaler, but unfortunately when the shipment of arrived it contained packages of aquarium gravel. So we were also scouring local pet stores for cuttlefish. Andrea contacted the company she ordered from and arranged an overnight delivery, but there were no promises that it would arrive in Macomb in time. The nearest FedEx office was in Peoria and it would have to go by post from there to Macomb.
We agreed to meet up at the site at 2:30 to build the furnace. When we arrived, a few students were already on site. I explained to them about clay mixing and the reasons we mix sand and dung with the clay. In the process they got a basic lesson about ceramic petrography, and early clay recipes.
Note the supports for the teapot stand inside. It was a well made and durable furnace.
By the time we were done they had a working knowledge of clay bodies and the physical experience of working with it as well. A hole was dug and then it was lined with clay. I explained about tuyeres and used a branch to construct a clay-lined hole that ran from the top edge to the base of the furnace. When I build a furnace I usually ask the students to decorate it in some way. Usually something is put above the hole where the tuyere comes in. While working, the students decided that the furnace should have a turtle head above the tuyere. A nice choice, since the glowing charcoal would make for an interesting turtle shell! While they worked on that, I made the platform (also known as teapot stands or perforated clay slabs) to place in the furnace. By 6:30 pm we had everything done. That was right on time since I needed to change clothes for my talks at 7 pm at the university.
Once I was cleaned up Andrea took me to the lecture hall. It was a great facility with a large wall-sized screen and auditorium seating. It was almost half full, which was good considering that it was a weekday evening and the subject was unfamiliar to most people. Despite that we drew attendance from the anthropology and art departments, in addition to members of the local archaeology society and members of the public who were not associated with the university.
I gave three short talks in succession with questions and answers after each one. These were all presentations that I’d previously given at conferences, all of which were about 15 minutes long. I started off with the one I gave in Oslo about the significance of mistakes and how they are preserved in metalwork. The second was about Minimum Tools Required, a portion of my PhD thesis that organised the chaîne opératoire of metalworking. The final talk was about excavating metal, based on the BAJR guide that I’d written. The questions were enthusiastic and despite there being little in the way of prehistoric metal in the region, there was interest in the subject. I did answer a couple questions about Lake Superior copper use among Native Americans. There is some debate as to how some of the copper objects arrived in central Illinois from northern Minnesota. Were finished objects traded by Native Americans, was the raw material transported and traded, or was the copper a chance find of raw material that had been redeposited in southern Illinois by glacial action? I hadn’t seen the objects, but typology might provide a part of the answer. At the end I spoke a little about what we would be doing the next day.
Afterwards Andrea and I returned to the furnace. Although it was still damp, I wanted to get it dry before casting the next day. We laid a little fire and sat talking late into the night. The presentation had been a great success and it looks as if it generated a lot of interest.
Friday I was scheduled to give a talk on experimental archaeology at noon. This was basically an introductory lecture about why and how experimental archaeology is done, along with the basic ground rules for doing experimental work. Word had gotten out and the room was filled to capacity. After the talk we headed back to the site and got to work. Because we hurried the process along last night there were a couple cracks in the furnace, but because it was set into the ground the cracks had little effect. The furnace was still warm from the previous night and I used a trusty pig scapula to scrape out the ash and leftover charcoal and then fit the platform in place. The fire was lit and after I had worked the bag bellows for a bit, the students took over. Every group I work with seems to have a different approach as to how to operate the bellows. I know that the way I do it, alternating pumps with one per hand, is difficult to coordinate for many people trying it the first time. Some people never quite get it and just pump both the bellows at the same time (affectionately known as the Cambridge Method). Here, the students teamed up and had one person per side, operating the bellows with both hands. They were surprisingly well-coordinated. The students were energetic and worked long sessions without tiring. At times I had to ask someone to give up their place to let another student try. I wanted to make sure that everyone who wanted to (including non-students who had come to see what was going on) had a chance at the bellows. The furnace took a bit longer to get the first crucible of metal melted than it normally does because of the frequent changes of personnel pumping the bellows, but we did get there. About an hour after we started Andrea got the call that the cuttlebone had arrived. Students were already carving moulds from what we had on hand. Now things were in full swing. I was grateful to the jewellery professor who took on showing the students how to prepare and carve the cuttlebone while I supervised the melts.
I hadn’t noticed that I was still wearing my coral earrings from the lecture!
Opening the mould of another successful cast
A freshly cast bronze knife
There were a few failures due to improper mould preparation. It gave me the opportunity to explain how easy it was to lose droplets of metal while casting and pointed out the debris that was getting trampled around the furnace, tell-tale clues that an archaeologist needs to look out for in a site that could be mistaken for a cooking pit. Every experience that day was a teaching moment. Both instructional and non-discursive. Repeatedly students told me that they had never known that there was such a thing as experimental archaeology, and that they were thinking about archaeology in a new way. A couple students who had not yet declared were suddenly thinking about the possibilities of having a major in anthropology.
The students wanted to keep going despite a large pot-luck dinner that had been prepared, so we all went to eat in shifts. When I took a break, people assured me that I wasn’t too soot covered, although I felt as if I had charcoal smoke in every pore. The head of the Anthropology Department came up and complemented me on my lecture. He was impressed by how I presented the information and noted the enthusiasm of the students. The potluck was also attended by members of the local archaeology society who aren’t formally a part of the university, but attend functions and often work with students on projects. We had a great time talking about local archaeology and experimental work.
After dinner we worked a little more, but it was long past the time that we could see well in the dark. We packed up as much as we could find and put it all in the cabin.
Blowing off the bits of charcoal before pouring. Always exciting!
I had the choice of leaving on Saturday or Sunday. I opted for Sunday because the train left at 7 am and I knew that Friday would be a late night. I told the students that if they were interested, we could continue casting on Saturday. I had no lectures or other plans, so we agreed on a 10 am start.
The next morning we had another good-sized group of students. The previous day there had been close to a couple dozen people in the afternoon and rarely fewer than a dozen visiting throughout the day and evening. Saturday was more relaxed, but still well-attended. Students made moulds and instructed new participants who hadn’t been there the day before. The more experienced ones were already taking on tasks like they were old hands at it.
Andrea was amused that this was supposed to be my day off, but instead it was another full day of casting. Some experimentation was done with hammering (using my bronze hammer and anvil) and other finishing work. One student was keen on textile archaeology, so she cast some beautiful spindle whorls. I also made some clay ones with her, using some of the scraps left over from building the furnace. Once dry, she’ll take them to the art department to see if she can get them fired there. I heard that they also do raku pit firing.
Clay, pewter, and bronze spindle whorls. experimental Bronze Age metallurgy meets textile archaeology!
Towards evening I needed to call it quits. I had an early start in the morning and needed to get things cleaned up and packed. The students reluctantly poured the last moulds and we got everything in order. The next day they would cover the turtle furnace with dirt and let it deteriorate. Left to itself, it should be covered in grass in a year. In a year or two it will be just as useful as a teaching tool for excavation.
The entire event was successful and exceeded our expectations. We had brought an entire new perspective on archaeology to the department, and the department heads were impressed. In my talk I had emphasised the value of programs like this not only for hands-on student learning, but also as a unique opportunity for public interaction with the department. Too often universities are segregated from the surrounding community leading to the local residents wondering what goes on there. Experimental archaeology programs, especially those performed out of doors, provide an opportunity for interaction and public participation, and even drawing on experience of people from outside the university. Andrea and I discussed the possibility of doing a longer workshop or even the possibility of an accredited short course. Now that the department has been given an idea of what can be accomplished, they might be more amenable to funding it.
These are ambitious ideas in a time when universities are hurting for money. I was glad to be a part of this mainly because I wanted to help Andrea introduce experimental archaeology to her students and colleagues. There was no budget for such an unknown project, but because we were keen on this, Andrea scraped what funds she could get at short notice and we put it together on a shoestring. I would love to pursue this and give students the full range of what an experimental archaeology course could offer, but that is for the university board to decide.
In the meantime, I would like to thank all the people who support my project on Patreon. They provided the opportunity for this seed to get planted and for students to have a unique experience that will benefit them in their careers as archaeologists. The contributions made through Patreon and PayPal go towards giving more people the opportunity to explore the world of material culture in a way they never realised before. If you’re interested in finding out more about my Patreon project or making a sustaining contribution please click on the link below.
The furnace at night
Did you find this information useful? Please consider supporting this site with a small donation through PayPal
I was visiting my sister in the autumn of 2016. She has a bit of landjust outside Albuquerque, New Mexico, so I asked her if I could build a furnace and do some casting there. I’ve built plenty of pit furnaces, so this time I wanted to build one that was above ground and a bit more visible. It would also mean that no one would trip and fall if they forgot where I put the thing.
The first task was to get the basic materials: Clay, Sand, and Horse Manure.
I thought that the clay would be the biggest hurdle. However my sister’s neighbour happened to be a sculptor who works in both iron and ceramics. She went to her regular clay supplier and got a couple feed sacks full of dried clay for free. Potters who work at wheels, or work with students end up with a lot of clay that is scraped off of workbenches and wheels that is hard to re-use. It often has a mixed consistency, it’s lumpy or part dried. If they want to use the clay again, it has to be reconditioned. So, they take their sacks of scrap back to the place where they buy the clay and pay to have it put through the mill. Since it’s not really usable, some potters are willing to just give it away. So thanks to Liz Fritzsche, who does amazing and beautiful work in porcelain, I was able to get started.
Mixing dried clay. Once it’s wetted, I’ll add sand and manure
I threw some of the dried clay into a five gallon bucket and poured in enough water to cover the clay and let it sit. It was squishy and workable in a few hours. Next up was locating horse manure. A friend of a friend has horses, and they were grateful to have someone who would haul away a couple of barn buckets full of manure. The final bit was the sand. My sister did have some beach sand that she’d bought for the garden, but I was more fascinated by the soil there. Her land is in the old Rio Grande River Valley, and the soil is a mixture of silty sand and a little clay that had been pounded to a powder. The soil was almost the consistency of dust. It mixed in perfectly and later I found the mixture was highly resistant to cracking.
The ingredients were mixed with some water, stomped, and the proportions were adjusted until it was perfect. New Mexico is a lot drier than England, so I ended up adding more water than usual as I worked. It was also nice knowing that it was unlikely for any rain to fall while I was working.
The silt/clay/dung mixture made a durable clay, and after I flew back to Minneapolis, I was please that the crucibles and moulds I packed in my check-in luggage survived airport handling.
Note the small tabs inside that will support the teapot stand
The furnace walls are about 8 cm wide (about the width of my palm) and the inside diameter is about 25 cm in diameter. I let it dry for a couple days and then moved it over to an unused area behind a greenhouse where I would have more room to work. I set a small fire with cottonwood branches, fed it for a couple hours, and then let it die out overnight.
The thickness and upper dimensions of the furnace
The height of the furnace
Mavis the dog immortalised in a furnace!Mavis in a calm moment. Her nickname is the Dog-nado.
We all like to put some decoration on our furnaces. My students have done everything from dragons to turtles to cats. I had been thinking about doing some decorations imitating the local petroglyphs, but as I was working it just seemed natural to do a portrait of Mavis, my sister’s exuberant German Shepherd.
Finally I adjusted the mix to have a bit more of the silty sand and horse dung to make the teapot stand and crucibles. For more information about teapot stands and how they work in furnaces, check out my article on the Umha Aois website here.
Later I added more water to make the slip for dipping waxes in for the first stages of mould making. The silt made a wonderfully fine mould that picked up all the details. Honestly, this mix was as good as jeweller’s investment for picking up detail.
I had some cracking on the upper part of the furnace, and noted that the part that cracked was where I used the commercial sand. The silty New Mexico soil held up much better. If it weren’t so heavy (and probably not allowed) I would have hauled bags of the soil on the plane home to use for more projects.
Detail of cracking on furnace. It was fixed by rubbing in some of the clay mix.
Both Mavises performed very well (Mavis the Dog is into barrel racing and advanced obedience classes). I’ll be interested to see how it holds up over the winter. Winters in New Mexico tend to be mild, so I’m hoping that the Mavis furnace will be available for friends in Albuquerque to use for some time to come.
The Mavis furnace, teapot stand, and some crucibles
I’ve been honoured to cast alongside Billy on a number of occasions while we were both at Umha Aois events. His recent article for the Pallasboy Project: Art, Craft, Archaeology, and Alchemy talks about his experience in both experimental archaeology and craftsmanship.
Bag bellows might be the oldest form of bellows used. We don’t know for certain because they are made entirely of organic materials, and so none survive in the archaeological record. Because they have the advantage of being portable, lightweight, and easy to make, this type of bellows are still in use for iron forging in parts of Africa and South Asia. When you make a pair, you can be as “authentic” as you want, using only wood and leather, or you can use more readily scrounged materials like vacuum cleaner hoses and pleather. There is a remarkable video of Kenyan metalsmiths using bellows made of cement bags here.
In addition to this tutorial, check out the Bellows Forum page where there are variations of bellows designs and some interesting variations.
Traditionally bag bellows are made of pliable leather and the usual description is that a single bellow is made from one goatskin. The bellows I describe here are made with upholstery fabric. At the time I made them, leather was too much for my budget. After they were sewn I gave them a good coating of linseed oil that made them both waterproof and airtight. I find it ironic that in the Bronze Age leather would have been readily available, but hand-woven fabric would have been exorbitant. So, these are my ostentatious display of wealth bellows.
How big the bellows you make will depend on what’s comfortable for you. I’ve used very large bellows and ones so small you’d think that they’d never produce enough air to get the job done, but they did remarkably well. What is important is that the size works for you. You’ll be sitting on the ground, or close to the ground (I like a log or a short tree stump with a bit of padding). Sit down on the floor and raise your arm with your elbows bent so that they are lifted a little over waist high. Try not to move with your shoulders. You’ll be pumping your arms up and down for hours, so it’s good to find a height that works for you so that you don’t wear your arms out. Measure that height or get a good idea of how high that is. Then you’ll want to add a few more inches because you want to have the bellows rest on the ground. If you lift them too high, the sides will collapse and you won’t be able to trap the air in them. You also want to add another few inches to wrap around the handles.
Besides the leather (or whatever material you choose) the other supplies you’ll need are heavy waxed thread or sinew, leather or sail needles (depending on the type of material you’re sewing). The handles are made of two straight branches about 3-4 cm (1-1 ½ inches) in diameter, or four boards 3 by .5 cm (1 by ¼ inch) the length will depend on how wide the top of your bellows are. If you use branches, they’ll have to be split lengthwise so that they have a semi-circular cross section. My bellows are about 16 inches wide.
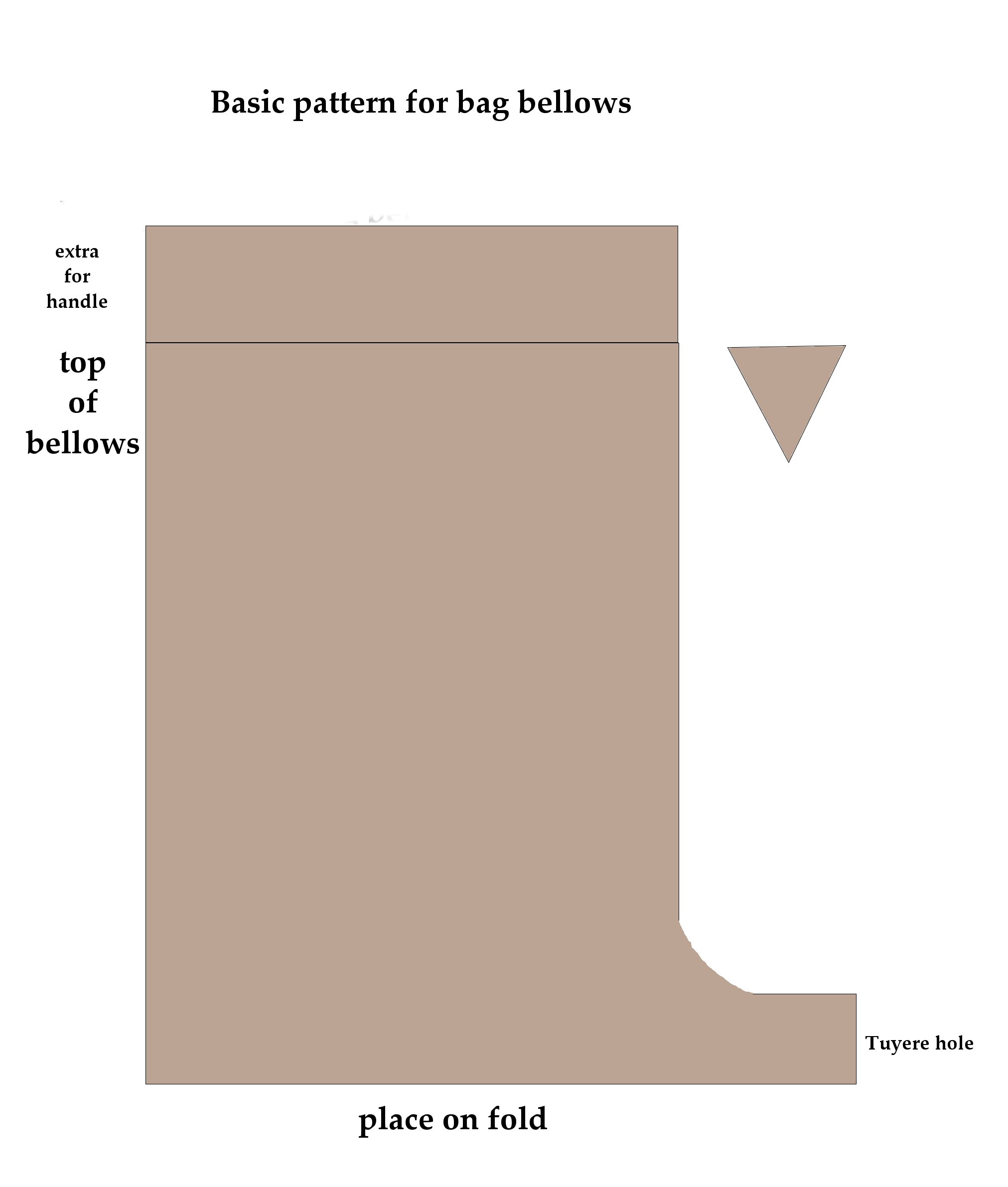
Using your own measurements, adapt the pattern below, adding about 3 cm/1 inch for the seams around the edges, and enough at the top to wrap around the handles. You’ll also need some scrap to make loops for your fingers. The loops are more important than you realise. Getting them right will mean the difference between being able to work for hours, and giving up because you keep getting blisters or losing your grip.
The basic pattern for cutting out a pair of bag bellows.
Another useful detail is to sew a small triangle in the front of the bellows, just below the handles. Holger Lonze taught me this trick. It makes it much easier to open the bellows wider and get more air in.
The small triangle set into the front of the bellows. Note that I put in a couple stitches so that when the bellows close, the triangle folds inwards.
The other detail is the part at the bottom that sticks out. This is where the tuyere will fit. The size you make that will depend on the tuyere you make, and also how much air you want to push through to the fire. If it’s too narrow, you’ll be expending a lot of energy pushing air through a small space. Too large and you’ll be pumping furiously to get the volume of air through the tuyere. Mine is about 10 cm (4 inches) and tapers a little so I can fit different tuyeres to it in case I ever want to change it.
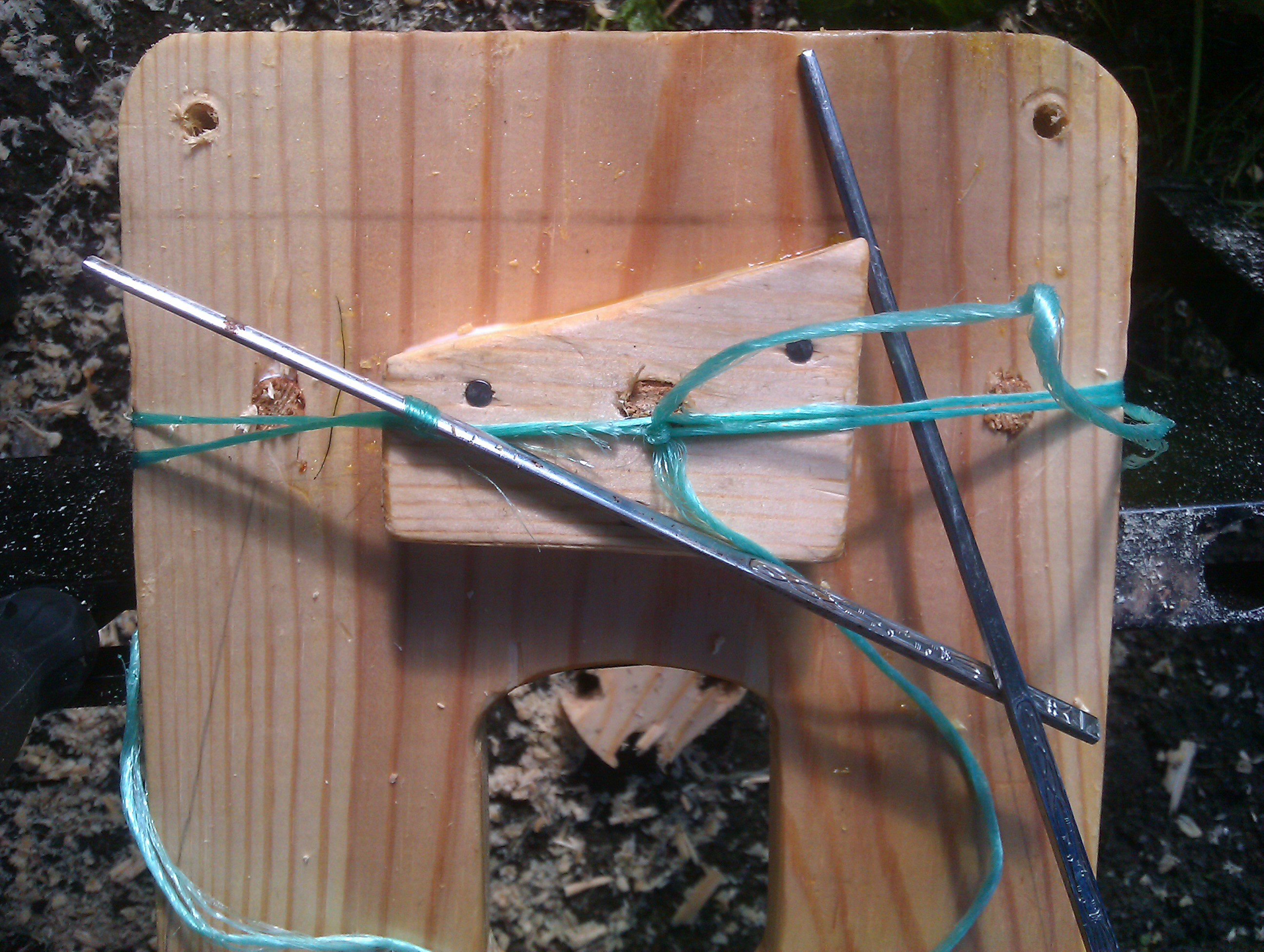
The other supply you’ll need is rawhide. Leather strips can work, but they aren’t as durable or tight as rawhide. The best source for rawhide I’ve found is the pet shop. Buy a rawhide chew bone for a dog and soak it in a bucket of water overnight. The rawhide will soften and you can untie the ends and unroll a nice sheet of rawhide. I cut it in a spiral so I have good, long pieces. While it’s wet, you can wrap it and tie it easily. Once it’s dry it shrinks to a hard, tight fit.
A close-up of where I tied the opening of the bellows to the tuyere
Cut out the leather or material and then stitch it with the outsides together so that when you turn it inside out, the raw edges will be on the inside. Don’t sew it all the way to the top. You want that extra selvedge to wrap around the handles. Make sure you fit the triangle in the front below the bottom edge of where the handles will be.
The next step was the hardest for me. It’s a bit of a pain. You need to wrap the upper selvedge of the bellows around the sticks and sew them tightly into place. If you’re using half-round branches, make sure the flat sides are on the inside so they meet and make a tight fit. Sew these in tight along the bottom of the sticks. It’s annoying if they wobble around.
The finished bag bellows. Note that the handle is towards the rear of the bellows.
Turn the bellows right side out and admire your work.
If you used branches, you might not need loops for your fingers. Try pumping them a bit and see if you can open and close them easily without them slipping out of your hands. The action is to open them while the top of the bellows is close to the ground, Lift them, close them when they are as high as you want to lift them, close the bellows and then push down. If you lose your grip, you might want to put loops on them. They are simple, just strips of the same material that your bellows are made from. Sew them so your hand will be about 1/3 to 1/4 of the way from the back. When the bellows open, the little triangle in front will allow the bellows to open in a “V” shape and allow you to trap more air. Having the loops toward the back means that you don’t have to open your hands as wide. Since I work with kids a lot, this was a consideration when I designed them. Also, I have small hands.
This shows the handle at the top of the bellows and how to hold the bellows open while using them
The loops should accommodate four fingers on one side and your thumb on the other. The handles will stretch over time, so I periodically have to stitch them again to tighten them up.
There now, try them out. If you feel any air leaks in the seams you can seal them with linseed oil. If you made your bellows from fabric, the easiest way to coat them is to hang them on a clothes line outside and slather the oil on with a paintbrush. It takes a long time to dry and smells pretty strong. It’s definitely something to be done outdoors. Keep in mind that it might take a day or two for the linseed oil to dry.
Now in order to work, you’ll need at least a short tuyere. If you’re not fussed, some steel tubing from a vacuum cleaner works fine. If you want a more Bronze Age look, you can make them from wood. I took a short branch and drilled a hole in it using a 2 cm flat bit (1 ½” spade bit in the US). The branches are about 1 cm or ½” wider than the bit. If you don’t have a bit or don’t want to use power tools, take a branch of the right thickness (about 4 cm or 3”) and split it in half. Carve out the centre and fit them back together using glue and rawhide.
Fit one end of your tuyere into the opening at the bottom of your bellows (you didn’t sew that shut, right?). Now take the wet, sloppy rawhide and wrap it tightly around the part of the bellows covering the tuyere. If your tuyere is made of split branches, keep wrapping so that it holds the halves of the branch together. Depending on the weather and humidity, it might take several hours for the rawhide to dry.
Once everything is dry, try them out. They’ll be a bit stiff at first and will need to be broken in. It takes a bit of practice to get the Open-Lift-Close-Push rhythm going, especially if you alternate hands. Once you get into it, it gets easier. Think of a cat kneading its paws.
Another tip is to get some thin willow twigs, about the size used for making baskets. Make them into hoops that will fit inside the bottom of your bellows. It will help keep them open, especially if you have a tendency to lift them too high.
Next you’ll be wanting a “Y” shaped tuyere to connect the bellows together.
Tuyeres are the tubes that bring the air from the bellows to the furnace. They can be made of wood, ceramic, PVC pipes, copper pipes, old vacuum cleaner tubes, really whatever you can come up with that will do the job. They are usually connected to the bellows, but in some cases they can just be set close enough that the air is delivered through them to the furnace. If you have a set of two bellows, the tuyeres are in a “Y” shape, with two ends connected to the bellows that connect to a single end going to the furnace.
Archaeologically there aren’t many remains of tuyeres. There are some fragments of tubular ceramic objects that had evidence of burning on the end. However, the best example is a wooden one recovered from a Danish bog. This was the same sort of “Y” shaped one described below.
Quick and easy: Tuyere #1
One of the problems of working with kids is that they are so fascinated with flames that they sometimes don’t realise that the bellows aren’t the part that supposed to be burning. So I’ve been working on making a couple of new sets of tuyeres.
Poor tuyere. Burnt to a crisp! I guess that it’s time for a new set.
I’m under a deadline for one set, so this will be a quick and easy version. I pulled a good sized forked branch from the woodpile and cut the ends so they were fairly even. Then I got a 22 mm spade bit (in Britian it’s known as a flat bit). Then I just clamped it into a vise and drilled into the flat ends of the wood until the holes met near the centre. I removed the bark, rounded off and sanded the ends. I don’t want any bark that will work loose over time, or any sharp edges that will abrade the inside of the leather on the bellows.
Holes drilled. All that’s left is to attach it to the bellows.
I usually like one with a wider fork, but this will do in a pinch. It’s more important that the two ends are close to the same angle from the main trunk to minimise any kinks when connecting them to the bellows. The tuyere will be connected by leather tubes to the bellows and held in place by strips of rawhide. Skip down to the section on putting them all together for the details on that.
Note: Save that sawdust that you’re generating with all that drilling. It will come in handy for making moulds!
Larger and more labour intensive: Tuyere #2
The next one is another wooden tuyere for a new set of bellows I’m making. It’s larger, so the spade bit isn’t an option. Instead I cut the wood in half lengthwise and then carved out the inside with woodworking gouges. It’s all handwork, so it takes longer, but one advantage is that the diameter of the air holes isn’t limited to the size and length of the drill bit.
This is a section of a branched silver birch trunk with a good angle. Most of the bark is removed and the wood looks sound underneath. Time to slice it in half.
Once the branch was cut, I marked off where I would carve out the centre and went at it with chisels and gouges. I made the interior as smooth and as even as possible. However, I don’t smooth the surfaces that will be glued together. They already fit well and the rougher texture will help the glue bond. If you’re going for authenticity, you can use birch tar or other natural glues. If you’re pressed for time Gorilla Glue works very well. Other tuyeres I’ve seen are held together with leather and rawhide.
The insides of the tuyere are seen on the right. They’ve been carved out and are ready to be put back together again.
Another variation was made by Morgan Van Es, who hollowed out a “Y” shaped branch and then covered it tightly with leather. This is far easier than drilling holes or carving two pieces of wood and trying to fit them back together again. The tuyere definitely works!
Note the depression along the top of the tuyere. The tuyere is made from wood in which a deep groove was cut. Then the tuyere was covered in leather. Much less labour intensive and it delivers the air very well.
Ceramic and other Tuyeres
If your tuyere might be placed close to the furnace (as mine accidentally was), it would be a good idea to make a ceramic extension. This is just a tube made of the same ceramic you used for making the furnace or moulds. It can be fit to the end of your wooden tuyere with leather and rawhide, as described below, and the end can go straight into the furnace. The only problem I find with ceramic tuyeres is the possibility of them breaking when being transported or if someone steps on them.
At the Terramare Village in Montale, the tuyeres they use there have a 90 degree bend. The tuyere sits on the edge of a small, shallow furnace and blows air straight down onto the crucible. It’s an Early Bronze Age design and does get hot enough to melt bronze and copper. If you don’t have much space for a furnace this would be an ideal solution. It’s also worth experimenting with different types of furnaces to get an idea of how many solutions there are to the basic question of how to melt and cast metal.
There are some beautiful ceramic tuyeres in the Musei di Palazzo Farnese in Piacenza. They are from the Terramare culture that spread through the Po Valley in northern Italy. Click on the thumbnail to get the entire photo.
Piacenza Museum Ceramic tuyeres excavated from Rovere di Caorso and Castelnuovo Fogliani. The longer one is about 20 cm long.
Piacenza Museum Ceramic tuyeres excavated from Rovere di Caorso and Castelnuovo Fogliani. The larger one is close to 20 cm long.
Piacenza Museum Ceramic tuyeres excavated from Rovere di Caorso and Castelnuovo Fogliani The larger one is about 20 cm long
Piacenza Museum Ceramic tuyeres excavated from Rovere di Caorso and Castelnuovo Fogliani
Piacenza Museum Ceramic tuyeres excavated from Rovere di Caorso and Castelnuovo Fogliani
Piacenza Museum Ceramic tuyeres excavated from Rovere di Caorso and Castelnuovo Fogliani
At the EAA in Glasgow, I saw a poster showing the reconstruction of a beautiful horse-headed ceramic tuyere by Katarina Botwid of Lund University. This is similar to the right-angled ones they use in Montale. You can see the tuyere in action here.
I’ve also made tuyeres using the stems of Japanese knotweed. The stems are hollow, similar to bamboo, but much softer. The plants can get over an inch in diameter and several feet tall. The stems can be easily cut with a knife, small garden shears, or secateurs, and then the membranes between sections can be broken by poking a straight stick through them.
Note:Japanese knotweed is a controlled invasive species in Britain. Any fragment of stem, leaf, or root will take root and start a new plant. They are almost impossible to get rid of once started. When I find a large stand of knotweed, I strip off any leaves and excess stems and leave them there. If I need to trim off any more once I’m home, I put it in a plastic bag and then put it in the bin.
As I said earlier, tuyeres can be made of anything that will get the job done. If you don’t need to have that “authentic” Bronze Age look, you can quickly whip something together with PVC plumbing or copper piping. It wouldn’t be glamorous, but as long as any flammable or melt-able parts are kept away from the heat of the furnace, it should get the job done.
Putting them all together
The tuyere still needs to be connected to the bellows. I usually make tubes of leather that fit the tubes coming out of the bellows and the ends of the tuyere.This allows for some flexibility and gives you a bit more distance from the furnace.
A tight stitch and a decent amount of overlap will make these pretty airtight.
Then I tie them in place with wet rawhide. Once the rawhide is dry, they are about as secure as you can get. If the leather is soft, the tubes have a tendency to twist or collapse, so a nice solution is to get some green willow twigs and roll them into a spring. Fit them into the tubes before doing the final attachment and they’ll keep the leather tubes open and prevent them from twisting.
I also fit twisted willow hoops into the ends of the bellows to keep the leather from collapsing.
A willow hoop wrapped and tied with sinew or other cord will help keep tuyere tubes from collapsing.
Everything is fit together and tied with damp rawhide. Once the rawhide is dry, the bellows are ready to go.
A close-up of where I tied the opening of the bellows to the tuyere
By the way, if you have a hard time finding rawhide lacing, buy a rawhide dog chew. Soak it in a bucket of water overnight and then cut it into long strips while it’s still damp. If you don’t need all of it right away, let it dry out. Then when you need it again just soak it for a few hours and it will be nice and flexible again.
In October 2015 I had the great adventure of doing some bronze casting with Il Tre de Spade (The Three of Swords) at the Archaeological Park and Open-Air Museum of the Terramare in Montale. The museum is located just south of Modena and recreates Bronze Age houses surrounded by a palisade and a marsh, appearing as it would have in the central and later phases of the Bronze Age there (1600-1250 BC). The museum hosts demonstrations and activities, along with a recreation of the original excavation.
The houses are nicely furnished, with well laid out areas for cooking, sleeping, food storage, and workshops. One house has a workbench for wood and antler working, and another area set aside for weaving and textile crafts. The other has a metalworking workbench with stone anvils, moulds, bellows, and all the needed kit stored neatly on shelves and a work bench. Unlike the recreated roundhouses that are often seen in the UK, you can get a good idea about how the ancient people lived here and where they put their all the things they used in every day life.
The ubiquitous Bronze Age warp weighted loom. This one has some rather nice textile in the works.
The cooking hearth and oven. The little device on the side is a wonderful little warming oven with charcoal in the bottom and the food on top. I like to think of it as a Bronze Age microwave.
Pots on a shelf
Space for metalworking tools and supplies
Some of the wood and antler working tools
The woodworking shop
I had been invited to join the casting demonstrations by Claude Cavazzuti, who is also a member of EXARC. He is one of Il Tre di Spade (along with Pelle and Scacco) , who were some of the first metalworkers at the museum after it opened several years ago. They do regular demonstrations (sometimes with hundreds of visitors per day) and also run workshops that introduce people to Bronze Age casting and metalworking with a focus on the Middle and Recent Bronze Age (1700-1150 BC) of Northern Italy.
The furnaces there are small clay-lined trenches about 25 cm deep and 50 cm long, something that would be nearly invisible archaeologically and easily interpreted as a cooking hearth (and really, there’s no reason why they couldn’t be both). The furnaces heat up quickly and work efficiently. The charcoal is concentrated around the crucible with more warming beside it so that the fuel is hot before it gets raked around to cover the crucible.
The furnace. Not much to see here, and even less after a few thousand years!
My first new introduction was the bag bellows. They were larger than I have used in the past, and made of much heavier leather. They put out an enormous volume of air, and their size also allows the person pumping the bellows to sit on a low stool.
The real challenge for me was the valve and the way the bellows open at the top. The bag bellows I’d used before have straight sticks in the handles that either open parallel to each other, or are hinged at the back to open like a “V”. These bellows have two sticks on both sides, so that they open into a diamond shape making another hinge where your hands hold the bellows. It took a little bit to get used to them and to figure out where best to position my fingers. I never did get it quite tight enough and could feel a bit of air blasting on the back of my arms, but they still delivered a powerful amount of air. The tuyere was a large clay tube that curved downwards at a 90° angle, and was positioned so that it was directly above the crucible. This meant that the charcoal had to be moved frequently to keep the crucible covered. Without the layer of charcoal above, the air coming from the bellows would cool the metal in the crucible.
One nice innovation is that they put a large stone in the bottom of each bag. That prevents people who are new to bellowing from lifting them too high and causing the bags to collapse.
Casting in Stone and Sand
The crucibles are a flattened dish-shape, with some that were larger and a bit more of a bowl shape to hold more metal. They have a grooved tab on one side that is used as a handle, and have a small lip for pouring. The shallow design and lip cause the metal to pour more quickly and flow out in an arc, rather than almost straight down like the triangular bag-shaped crucibles used in Britain. It took a couple tries to get used to the trajectory of the metal in order to get all the metal in the pouring cups.
The shallow crucibles also mean that the pouring has to be done more quickly than with the deeper crucibles that I was used to.Because they are wide open, the metal cools quickly, so there is little time for dragging out charcoal and skimming. As soon as the metal was molten, we gave it a quick stir with a stick, pulled the crucible out with the wet tongs, and poured the bronze into the mould while holding the stick across the top to keep the charcoal back.
The tuyere with the moulds set next to it to warm up. The small bowls are the crucibles. Note that they are used without lids.
The tongs they use are beautifully crafted from wood and cord. They are kept in a bucket of water to keep them from burning when holding the heated crucible. The entire organisation of tools and materials is efficient and elegant, and there is nothing that could not have been made from materials available during the Early Bronze Age.
Beautifully constructed wooden tongs
For this session we used the stone moulds that were on display in the house. The moulds were made of a very fine-grained local stone, the same that had been used by the Terramare circa 3500 years ago. The moulds were warmed next to the furnace and then strapped together with leather strips. We took turns bellowing and pouring.
We cast sickles, knives, and daggers using the stone moulds. Later we moved on to using sand moulds. I borrowed one of the antler spindle whorls from the woodcarving house to see if I could try casting that as an experiment. It worked sort-of. It will take a bit of work to get finished up, but I think with a couple more tries we could have got it spot-on.
I was wearing my bronze torc bracelet that day and one of the new people wanted to try casting that. We used it as a model for a sand mould and after a couple tries, we got a cast that made a perfect duplicate.
Some of the replica tools and ornaments cast at the Terramare Museum
Casting a bronze sword
The museum was also performing public demonstrations that day. The main event was casting a sword using a sand mould. The sand they use is local, and perfect for casting. Commercial casting sand consists of fine sand mixed with dry bentonite clay. The sand from the Po River delta is exactly that, sand that has been reduced to almost a powder by erosion, combined with clay and silt that has been washed into the river (I encountered the same natural mixture in Albuquerque in the dry bed of the Rio Grande River Valley). The Po River sand leaves a much finer texture on the finished objects than the coarser commercial sand that I have used in the US and the UK. Looking at the quality of the sand, I was able to understand how different sands might affect the regional quality of casting, and might even have had value as a commodity.
The mould for the sword was made using the standard cope and drag method, with the pouring cup on the flat side of the sword, rather than pouring from the top. A large vent was also placed at the tip of the sword. Before casting, the mould was propped up at an angle. As the crowd gathered and settled onto benches under a marquee, Claude explained Bronze Age metalworking techniques, and then the sword was cast. The angle and the pour are calculated so that the metal cools just before it exits the vent hole at the bottom. Everyone was impressed and even more so when the perfectly cast sword was taken from the mould.
The sand mould is set up. The hole at the top is the pouring cup. There’s a smaller hole at the bottom, at the tip of the sword that acts as a vent.
Another view of how the mould was propped up to allow the metal to flow.
Getting ready to pour the bronze
Often after the casting is done for demonstrations the bronzes are taken home and finished using drills and angle grinders, but not here. We had a relaxing time using wet sand on the hard, fine-grained anvil stones to grind off the flashing and excess metal. Some smaller stones that had a coarser texture could be held in the hand and used for working the inside curves and corners. I’d brought my small socketed hammer along and we used that to break off some of the excess metal. Between light hammering and patient grinding, the daggers were smoothed rather more quickly than I would have expected.
A nice flat anvil stone for grinding the flashing off of the dagger blade. There’s evidence from the originals from this area that the holes for rivets were punched rather than drilled, or cast in place. Other stones are used for coarser grinding. Note my hammer at the bottom. It came in handy for breaking off some of the flashing. A bit of time travel here since this is a replica of a Late Bronze Age hammer!
While we were casting, more tour and school groups came through to watch more casting demonstrations. School kids also had the opportunity to make their own copper bracelets. There was a square of tables set up with small stone anvils and hammerstones. Punches and chisels were available so they could decorate the strips of copper to make bracelets in patterns that would not have looked out of place in a Terramare village.
It was a great day, and one that was full of new experiences. It was particularly interesting to see how much variation there is in doing the same tasks and getting successful results. The different types of furnaces, moulds, bellows, and crucibles make for differences in how tasks are performed. Other small acts show variation between different metalworking groups. Tasks such as turning the crucible over to remove dross and leftover metal after casting was done into the furnace here, where in Ireland we have always done that on the ground next to the furnace. These are small things that could be seen archaeologically if excavation is done carefully, but also shows how customs and metalworking traditions develop with regional differences.
Knife: This is as cast in commercial casting sand. It will take a bit of polishing, but I am looking forward to finishing and using it.
Dagger: This was cast in a stone mould and is partially cleaned (it’s the same one as in the photo above). The pouring cup will be cut off and rivet holes punched into the arched end.
Sword: This was cast in the natural sand. It’s difficult to see, but the texture is much less gritty than the knife but smoother than the dagger that was cast in stone. It just needs to have the sprue and vent removed and a bit of the flashing taken off before punching the holes for the rivets.
Sword seen from the edge. Note the wide shallow pouring cup, and the angled vent at the tip of the sword.
A special thanks to Il Tre di Spade, Claude, Pelle, and Scacco and the staff at the Parco archaologico e Muse all’aperto della Terramare for inviting me to participate in casting. I would also like to acknowledge Markus Binggeli & Markus Binggeli who are masters of bronze casting and replicating ancient metalworking techniques. They are mentors of Il Tre di Spade, and provide both inspiration and technical expertise for experimental archaeologists.
Useful links
If you’d like to learn more about the Early Bronze Age in the Modena area, the work of Il Tre di Spade, and the Terramare Open Air Museum in Montale you can find links below.
In the summer of 2014 I had the pleasure to assist Dr Eleanor Blakelock in running week-long seminars in archaeometallurgy and experimental archaeology at the Sedgeford Historical and Archaeological Project (SHARP) in Norfolk. The current excavations are focused on two areas of an Anglo Saxon village, however their “primary objective is the investigation of the entire range of human settlement and land use in the Norfolk parish of Sedgeford”. The excavations have been going on since 1996, and the organisation provides comprehensive teaching in a wide area of archaeological subjects. You can read all about the project here.
The previous year SHARP began a new course in archaeometallurgy. Ellie wanted to expand the course, so I lent a hand with some of the hands-on and experimental work. We built furnaces, made moulds, crucibles, mixed alloys, and cast bronze. We even got some local ore to smelt iron. It was an intensive week and the hottest one I have ever experienced in England.
During the event, Ellie took some videos of us in action. The first one shows us building a pit furnace for casting bronze and a pit for heating the moulds. The video then follows us through the casting process.
One interesting phenomenon of the week was how we became separated from the rest of the SHARP community. We were given our own space that wouldn’t interfere with the the trenches or the campground, and was not archaeologically sensitive. The first two days when we were building furnaces we kept to the same schedule as everyone else. However, once the casting began we couldn’t stop for meals or keep to the schedule that everyone else had. One of our group would go down to the mess tent and bring back food for the rest of us. We were effectively isolated, although the others always knew where we were from the rising smoke. Later when we started showing up with freshly cast bronze jewellery there was a bit of envy and wonder. In the space of a couple days we had gone from being part of the community to the people who were “over there” with special knowledge, and who didn’t conform to the regular schedule or tasks that everyone else did. We kept odd hours, were continually covered in soot, but had become somewhat wizard-like in our knowledge of metalworking (not to mention regularly getting out of kitchen chores!).
On the final evening, everyone joined us for the iron smelt. The week had been intensely hot so we started stoking the bloomery furnace in the late afternoon, after the heat of the day. As the sun set and most folks had finished their supper, they came by to see the furnace in full swing with fire shooting from the top. Of course everyone wanted to take a turn at the bellows. It was a magical evening. Stories were told, and mysteries presented. The people who worked on the furnace and participated in the smelt had a new appreciation for the process of making iron. The archaeologists also had a more rounded knowledge of what a smelting site could have looked like, including the resources needed for smelting iron, and the physical space that people would have inhabited while at work. It was past 1 AM when we finally called it quits for the night and let the furnace cool.
In a way the course was an initiatory experience for the archaeologists who participated in the event. It was hard work, but they learned the secret knowledge of the smiths and have stories and their bronze castings to prove it. They also gained a well-rounded introduction to archaeometallurgy that included both theory and practice.
I have been back to help run the course and plan to be there again this summer. The course will run again this July. If you’re interested in learning more about the course or being part of the excavation please sign up on the SHARP website.
While this technically isn’t experimental archaeology, this is a good way to facilitate archaeological experiments in metallurgy. I regularly cast bronze and smelt metals using a small clay-lined pit furnace. However, there are occasions when I am asked to demonstrate Bronze Age metalwork, but am not allowed to dig a hole in the ground. Museums and schools do get fussy about grassy areas and holes that could be a tripping hazard.
I found the link below and I thought it would be a good solution to my portable casting problem. The tutorial was for a making a small iron working forge, but I decided to make one that would be a scaled up version that would enable me to do the same sort of casting that I do with a clay furnace. http://www.instructables.com/id/Make-a-Small-Blacksmith-s-Forge/?ALLSTEPS
When I say that I do Bronze Age casting, I have to be honest about it. So far, in Britain no intact Bronze Age furnaces have been excavated or properly identified. The furnaces I used are based on the work of others and best guesses as to how the technology was done[1]. I have used short shaft furnaces, similar to, but much smaller than bloomery iron smelting furnaces. I have also used clay bowl furnaces with the air supply coming across the top or from below. The most efficient type I’ve used is a two chamber furnace with the air introduced into a lower chamber with the charcoal and crucible supported above it. It fires up quickly and evenly, plus it has the advantage that the crucible has a stable support, so I don’t have to worry about spilling the metal because the charcoal is moved around.
Step one was to find a sturdy steel bucket and drill a hole in the side near the bottom for the tuyere, the tube through which air is blown into the furnace. The air is needed to increase the heat.
A bucket, a steel tube, and furnace cement. Let’s get going!
I had a length of steel tube and a flat drill bit (spade drill bit in the US) of the same diameter. The hole was drilled about an inch and a half above the bottom of the bucket to allow for at least one inch of space for the furnace lining.
The view from above. It all fits nicely.
The original website used furnace clay, but didn’t say much about it. I bought a tub of Cementone Fire Cement for £8 at B&Q. As you can see it did about half the job, with the clay packed about an inch thick. The directions said to use a trowel, however the cement has a texture like gritty plasticene, but not quite as rigid. Getting it smoothed in the bottom of the bucket was awkward with the trowel (I’m more used to removing material with a trowel than adding it) so I put on some plastic gloves and pushed it into place.
That’s how far one 5 kg bucket of furnace cement will go. Time to go out and get another…
Now the instructions didn’t say anything about getting it on your hands, it just had warnings about getting it into your eyes. However, knowing that many materials like this can be caustic I decided to err on the side of caution and wore nitril gloves. The container had a handy link to the MSDS (Material Safety Data Sheet) so I could check out all the possible material hazards. The MSDS is a great online resource that will let you know exactly what’s in a product and every possible statistic for it. Check it out here http://www.bostik.co.uk/diy/product/cementone/Fire-Cement/109. Note that it is caustic and there are precautions against getting it on your skin. It also tells you what to do in case of contact with skin or eyes.
I used to work with someone who was severely health and safety challenged. I survived, but in the process learned the effects of being too intimately acquainted with carbon monoxide. It should go without saying, but I’ll say it anyway. Do this outside with plenty of ventilation and don’t hover over the thing while it’s being heated. It’s not a barbeque (at least not yet, there’s plenty of time for that later).
I took out the tube that I was using for the tuyere and built a small wood fire in the furnace and faced it so the tuyere hole faced the breeze. The fire lit quickly and I kept it topped up with scrap wood and a little charcoal and let the whole thing burn down. Once it was cooled, the material was hard as a rock. The next step was to make the tea pot stand. It’s simply a flat plate that fits the diameter of the interior of the furnace with holes about an inch from the edge. The tea pot stand allows the air to circulate freely below and then up through the holes to increase the heat of the charcoal. Once that was fired the furnace was ready to use.
Finished furnace after a few firings.
I’ve used the furnace now several times and it holds up well doing high temperature work. My initial fear was that the seams in the bucket wouldn’t hold, but it remains intact after melting bronze and copper. I’ve used it both with bellows and electric pumps.
Furnace with tea pot stand (AKA perforated clay slab in place.
After I made this, there was some discussion about experimental archaeology and authenticity on the EXARC Facebook Group (a group well worth checking out if you have an interest in any aspect of experimental archaeology). I made the point that this isn’t designed to replicate a Bronze Age furnace, but it replicates the conditions of how we believe Bronze Age furnaces performed. Many early experiments were done using modern gas or electric furnaces, however those have oxygen enriched atmospheres. Charcoal fires have reduced atmospheres, meaning that the air immediately around the crucible is free of oxygen. This is good news because less dross and slag is produced since the environment won’t allow the surface of the molten metal to oxidise.
As for electric pumps, sometimes it’s valuable to have a controlled air-flow. Having an electric air pump means that I can control how much air goes into the furnace and replicate conditions from one pour to the next. This way I will be able to have multiple experiments conducted under conditions as close as possible to each other. It would be difficult to replicate the controlled airflow of an electric pump with bellows since there might be times when I get tired or there is some distraction and the air flow is slightly less than for the previous pour. Control in these situations is important for experiments where I would I want to compare the melting times of different alloys and need to control as many variables as possible.
Another advantage is that this furnace always starts out at the same temperature. While a bowl furnace dug into the ground is well insulated, there are often problems getting it dried out or warmed up after a night of rain. While it’s good to have the experience of getting a cold, damp furnace going, it’s also nice to have one where I don’t use up a couple kilos of charcoal getting it dry and heated.
By the way, it’s not only good for metal casting, but with a small grate, it does a good job as a barbeque.
[1] I should note that while there haven’t been any of these types of furnaces excavated in Britain, twice now when I have been demonstrating using a small bowl furnace, field archaeologists have told me that they excavated something that looks identical to what I was working with, but didn’t know what it was and wrote it up as a cooking hearth.
These were made for a project in conjunction with Weston Park Museum in Sheffield. In the past I cast bronze using bag bellows, but we wanted something slightly more modern for an upcoming exhibit on the Roman presence in South Yorkshire. They were surprisingly easy to make and have held up well after many episodes of casting bronze and even an iron smelt.
In addition to this tutorial, check out the Bellows Forum page where there are variations of bellows designs and some interesting variations.
Materials needed:
Wood board
Leather or vinyl
3 cm Copper coupling
Wooden pegs
Wood glue
Linseed or other oil
Wood screws
Tacks (a box each of 25mm/1” and 13 mm/ ½”)
Upholstery hammer, or other hammer with a small face
Linseed or walnut oil
Contact cement
Tools needed:
Saw (preferably an electric jigsaw)
Drill
Drill bit to match the wooden pegs
3 cm Spade or flat bit
Cord or clamps
A note about health and safety
I am going to assume that you are capable of safely using the tools and materials described in the tutorial. Don’t wear loose clothing when using power tools, or let long hair get in the way. Don’t use electric power tools outdoors in the rain. If adhesive has warning labels, pay attention to what it says. I’m writing this tutorial so that you will have enough information to make a set of bellows. As for everything else, you’re on your own and I would prefer you have a good time making and using a great set of bellows.
Designing the bellows
The first thing to do is to sketch out what you want the finished bellows to look like. Traditional fireplace bellows are teardrop shaped, but since I was making a set of bellows and would be sitting between them, I wanted them to have a narrower shape so I could easily reach both handles without having to rock my body back and forth more than was necessary. I also frequently work with kids and wanted the bellows to be manageable for them as well. This was also a consideration when designing the handles. You’ll be working with these for hours at a time, and so you want something you can hold easily without getting blisters or straining your wrists. Gripping the handles will just stiffen the muscles of your hands and wrists and wear you out. Design something that’s comfortable and enables you to shift or change your grip periodically. The handle I ended up with was one that I could easily lift just using two fingers and push down with the flat of my hand.
The eventual over-all design and size of the bellows was limited by the availability of places to buy boards of the needed thickness, by the size of board I was able to find, and the fact that I don’t have a car. Mega-hardware stores like B&Q in Britain don’t have proper boards. They have composite shelving, which if you look at it closely will have seams running the length of the board where two narrower boards were glued together. I worried that this would weaken and possibly break, so I had to find a place that had solid boards. I went to a small shop that does custom woodworking. It would have been nice to make them of oak, but all they had was 2 cm/ ¾ inch pine. I was extremely glad when the man there cut the board into lengths for me. It was a bit tricky since the board had knots and one large hole. We managed to figure out how to cut around the worst of them and I happily carried my supplies home.
Making the pattern
The next step was to make a pattern. I drew it out on newspaper, cut, taped, adjusted, and fiddled with it until I had it right. This really was the most time consuming part and rightly so. Take time to get the pattern perfect. Play with it. Pretend it’s finished and try pumping it. The time spent tweaking the pattern is time well spent.
Now, about the pattern. There are two large sections for the base and the top. The bottom piece would run the length of the bellows from the nose to the back. Rather than have two handles (like a fireplace bellows), the bottom would come just short of the handle (so I don’t knock my knuckles into the wood every time I pressed the bellows down. I did drill two holes in the bottom corners so that I could put tent pegs in to hold it down. My experience working with kids and plenty of adults) is that they tend to overcompensate and lift the bellows clear off the ground. (Figure 1 photo pattern)
There are also two small pieces for the nose that will be laminated together with the bottom of the bellows. There are another two pieces that will serve to hold the leather hinge in place, and then the scraps that will be used for internal supports and feet. Just about every bit of the board was used in one way or another.
Once the pattern was made, I laid it out on the boards, working around knots and splits, so that it would be as solid as possible. I traced around it, and in one case changed it at the last minute, you’ll see some of the crossed out lines in photos of the interior. The important thing is to make any changes before cutting the wood.
The wood is cut and the pieces fit together before gluing and pegging.
The thing I worried about most was the valve. I searched, but nowhere could I find a formula for the size of the valve hole in proportion to the rest of the bellows. I looked at as many as I could and from what I could tell something about one third of the width of the bellows would be sound. The valve itself would be a thick, but fairly flexible piece of leather, so if the valve was too long it might have difficulty making a good seal. I remember one set of bellows that a friend from New Zealand had that were enormous, but had a problem with the valve. The valve was large enough that when drawn up the leather would flip backwards on itself. The bellows had to be flipped over and the leather pulled back down before work could continue. I fussed and fretted awhile, but knew that if I erred on making the valve hole too small, I could always enlarge it. I ended up with a valve hole 6 cm by 8 cm.
The other decision was if the valve would be on the top or bottom. For this I got some input from friends who told me that having the valve on the top was more in keeping with Viking/Scandinavian traditions and that in order to close the valve I would have to push down more forcefully. This is not as much of a problem if I was primarily using these for an iron forge, but casting bronze and smelting iron blooms goes on for hours. I need something that will be efficient and not require any extra effort. In addition, when I work with kids, I want them to be able to help with casting without having them concentrate solely on trying to get the bellows to work.
The disadvantage of having the valve on the bottom is that leaves and debris can get sucked in. I decided to put the valve on the bottom of the bellows and to put small risers underneath. Then I just have to make sure that where I set them up is free from debris. If I was worried about anything getting sucked in I could put a bit of wire mesh on the outside the valve. So far this hasn’t been a concern.
For convenience sake, I decided to make the tuyere (the pipe where the air exits the bellows) out of a 3 cm copper coupling. For this I needed a spade or flat wood drill bit of the same size.
Assembling the bellows
Now to the cutting. That was pretty much straightforward, and I found that the two pieces leftover from cutting the handle made a nice design when put back to back. I later glued them together and they became the shield shape of the hinge. Of course if you want to save time, you could just use a door hinge or some fancy looking strap hinges.
attaching the risers
Long scraps were used for the risers on the bottom of the bellows. Miscellaneous pieces became the internal supports. These support the top of the bellows and prevent it from being pushed too far down and straining the hinge. Another support was placed at the back for the same reason. It also prevents the leather from being trapped and abraded.
Internal supports and valve
Once everything was cut, it was fit together and small adjustments made. The next step was to sand everything. You want the wood to be smooth and comfortable to work with, but also to remove any sharp edges might scrape and wear holes in the leather.
Once everything is sanded and fitted, the final assembly can begin. The first thing is to glue and clamp the nose pieces together. I didn’t have enough clamps for the job, and also some of the pieces were awkward sizes, so I wrapped and tied cord around them and then twisted it with some steel chopsticks (A good sized nail would do the trick, too). Get the joins as tight as possible and then let them dry completely. Once they are good and solid, mark the centre and drill through the end using the spay bit. Fit the copper coupling in. It should be a tight fit. (Make diagram) Now from the inside widen the hole so that it is cone-shaped going back to the end of the coupling.
Do it yourself clamp. This is the bottom board of the bellows. Note the holes drilled in the corners. These are for tent stakes to keep the bellows from being lifted too high by enthusiastic helpers.
Meanwhile pieces of leather were cut for the valve. There is about a ½ – ¾ inch overlap on the end and sides and a bit more at the end where it is tacked in place. I doubled that part over to make a stronger hinge and used the shorter tacks to secure it.
I wanted to use wooden pegs as much as possible for the construction, but I realised that using some wood screws would make life easier. So the next step was to drill every piece that would need pegs and then to glue all the internal support pieces and secure them with wood screws. The internal supports were also cleverly lined up so the screws would help secure the risers. However, these were also drilled and pegged to the bottom of the bellows. Once again, everything was glued and clamped. Once it was dry I gave it a good coating of linseed oil. I used linseed because I had plenty on hand, but there are other good oils designed for woodworking.
Leathering the bellows
Now it’s time to go back to the drawing board. This time the design will be affected by how high you want to lift the bellows and your budget. Ideally this part should be made of soft leather, such as goat or pigskin. I’d love to have had the money for that, but had to opt for vinyl. Despite having used the cheaper material, it has held up amazingly well, and I do have the option of replacing it with leather on later. But whatever material you choose, a pattern must be made first. Bin liners / plastic trash bags are ideal for this.
On the left is the top of the bellows with the top hinge sitting on it. The middle is the bottom of the bellows with supports and valve in place. On the right is the bottom bellows with a pattern for the leather made from a translucent lemon-scented plastic trash bag. Lemon-scented is entirely optional, it was the only type at the shop when I needed to buy some.
Sit beside the bellows and lift the top up as comfortably as you want. Ideally you should be able to open the bellows to about 45° or a bit more. Think about your shoulders when you make this measurement. Measure the length from the handle to the bottom of the bellows and then add a few extra inches for rolling the edge under. Take into consideration that you don’t want the bellows to be so short that you lift them off the ground every time you pump them. Remember you’ll be pumping up and down for hours!
Now measure from the centre back around to the front. You’ll also need to have enough that both ends of the leather will overlap on the block where the tuyere comes in. The next dimension you need is the height of the front end. The leather should be a few inches higher than the block. Now a paper pattern can be made making sure that the sides and ends are symmetrical. Make sure to add an extra inch along the top and bottom to allow for folding the leather under when it is tacked in place. Get the pattern symmetrical by folding it in half lengthwise and adjusting it, and then fold it in half sideways and adjust that. Keep tweaking it until it’s exactly what you need. Use this to make a pattern from the plastic bags. This can be taped to the wood, and you’ll have an approximation of how the bellows will work. Try it out and make any adjustments before cutting into the leather.
The bellows leather cut out.
Once it’s cut out, working from the centre back of the bottom, fold the leather so the cut edge is inside and secure it with tacks. I used the shorter tacks most of the way, but for some areas that get more stress, like along the corners, I used the longer tacks. Once you come to the front, pull the leather gently so that the edge is along the bottom, and tack it in place.
Attaching the leather as seen from the inside. The hole in the leather does actually line up with the hole in the wood. It just doesn’t look that way in the photo.Attaching the leather seen from the outside. Note that I just put a few tacks around the edge at first. After it’s fit properly, more tacks will be put in to make it airtight.
Put some tacks around the tuyere hole and cut the leather so there’s an opening. Do the same for the other side, overlapping the leather and cutting another hole. Put tacks in around the tuyere and the edge of the nose.
I had thought that I would need to glue the leather along the edges of the bellows, but I was pleased to find that the tacks did a good enough job and that there was no leakage.
Now for the top. Starting at the centre back again tack the leather along the edge, folding it like before. Overlap it along the front edge. There will be excess leather and you’ll have to push down a bit to get it to meet. At this point there will be a gap where the leather overlaps. Use some contact cement to seal the pieces together and let dry overnight. You’re almost there!
At this point you can test the bellows and feel how much air they put out. They work, but they’re a bit wobbly, so the final step is to make the hinge. You should have two drilled pieces of wood (if you didn’t drill them for pegs, wood screws will work well). One will fit closely over the top piece of the bellows and the other will go on top of the nose of the bellows. Push the top of the bellows down (it will take a little effort to cram the leather into place) and fit the top of the bellows so that it meets the edge of the nose.
It feels like it won’t fit, but with a bit of pushing it all comes together.
Cut a piece of thick leather (the same type as used for the valve works fine) that will fit under both pieces of the upper hinge. If you’re using pegs, cut holes in the leather for them to go through. Glue the leather to the nose piece and to the wooden piece to go above the leather and secure them with pegs or screws, then do the same for the other half of the hinge. It should be a tight fit. The leather in the hinge will stretch over time, but after several months of use, I haven’t seen much change.
Bellows with hinge in place. Like I said earlier, you could save some time and effort by using a door hinge, but I do like the look of this.
That’s it. You’re done. You’ve made a set of bellows suitable for bronze casting, forge work, or even iron bloom smelting. You can make them as big or as small as you want. Adjust them to fit your needs. Experiment and enjoy.
The finished bellows, ready for use!
If you want to use one at a time, you can add a longer pipe (I’ve found old pipes from vacuum cleaners work well). However, if you want to link two of them together you’ll need a more elaborate tuyere. There will be more on tuyeres in another article.